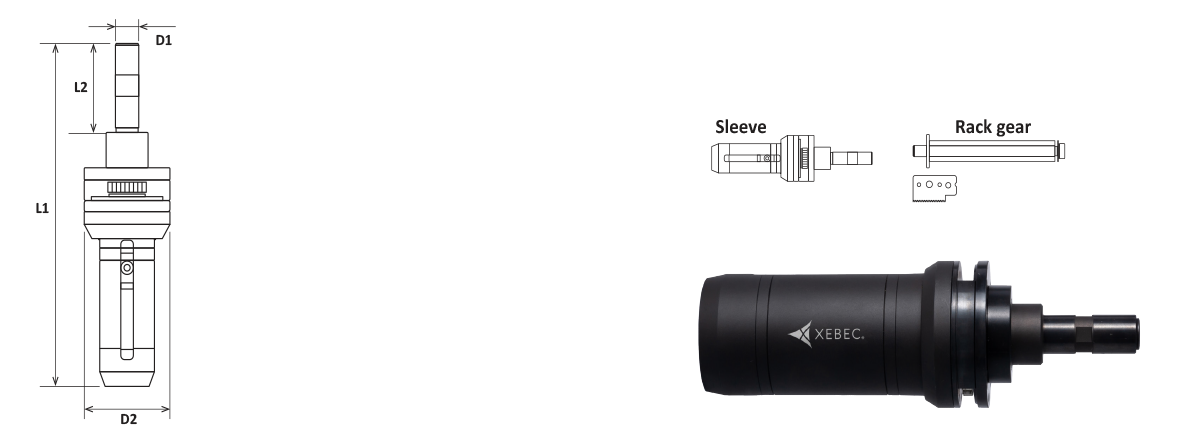
Bầu kẹp tự điều chỉnh bù mòn


| Mã hàng | Áp Dụng Cho Sản phẩm |
Đường Kính Ngoài Cùng (D2) |
Đường Kính Thân (D1) |
Tổng Chiều Dài (L1) |
Chiều dài Cán kẹp (L2) |
Tổng Trọng Lượng |
Tốc độ tối đa Vòng Quay |
Fig |
| Mã hàng | (mm) | (mm) | (mm) | (mm) | (g) | min-1 | ||
| XP-AUT06M | A13-CB06M | φ37 | φ10 | 124.1 | 35 | 220 | 10,000 | 16 |
| A11-CB06M | ||||||||
| A21-CB06M | ||||||||
| A32-CB06M | ||||||||
| XP-AUT15M | A13-CB15M | φ37 | φ10 | 136.3 | 35 | 270 | 6,000 | 16 |
| A11-CB15M | ||||||||
| A21-CB15M | ||||||||
| A32-CB15M | ||||||||
| XP-AUT25M | A11-CB25M | φ60 | φ16 | 189 | 41.5 | 795 | 5,000 | 16 |
| A21-CB25M | ||||||||
| A32-CB25M | ||||||||
| XP-AUT40M | A11-CB40M | φ60 | φ16 | 189 | 41.5 | 910 | 3,000 | 16 |
| A21-CB40M | ||||||||
| A32-CB40M |

Cấu trúc thiết kế của sản phẩm


How to use
THIẾT BỊ ÁP DỤNG
Bầu kẹp tự điều chỉnh bù mòn XEBEC ™ phải được gắn trên thiết bị cho phép dừng và giữ bầu kẹp ở vị trí cố định.
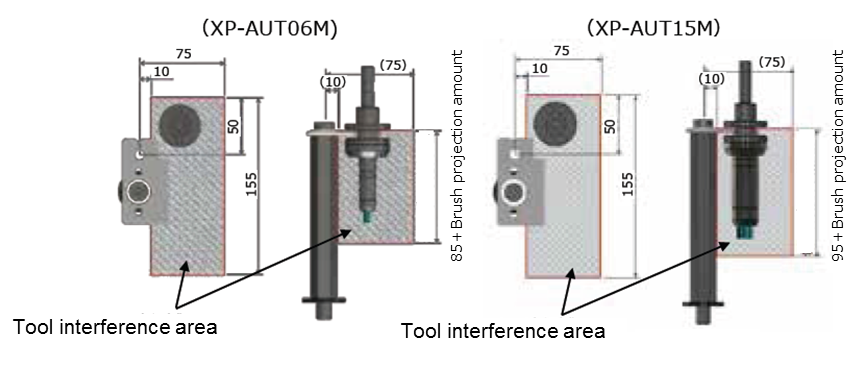
XP-AUT06M & XP-AUT15M
Đường kính lỗ mục tiêu nằm trong khoảng Φ3,5mm đến Φ20mm.
Nếu bạn sử dụng công cụ vượt quá tốc độ quay tối đa hoặc bên ngoài xi lanh (bên ngoài phôi), nó có thể dẫn đến gãy chổi.

THÔNG SỐ ĐIỀU CHỈNH
Chiều dài được xác định trước có thể được điều chỉnh từ 0.05mm đến 1mm với gia số 0.5mm trong một thao tác.
CÁCH SỬ DỤNG
Làm thế nào để lắp đặt Bầu kẹp tự điều chỉnh bù mòn.
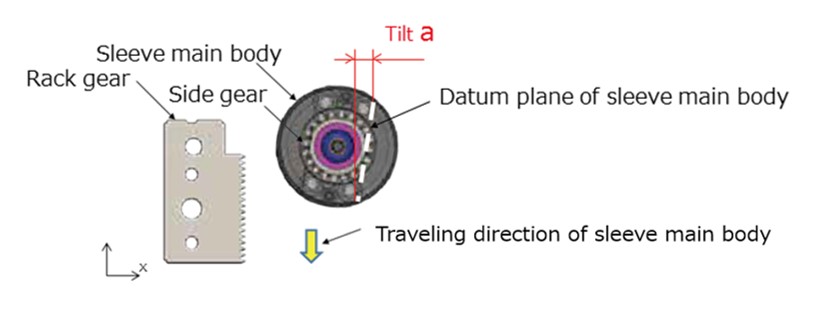
Ví dụ: Nếu thân chính của Bầu kẹp di chuyển theo hướng Y của bánh răng thanh răng
Lắp Bầu kẹp vào máy gia công sao cho hướng của răng trên bầu kẹp nhìn vào hướng Bàn Răng hiệu chuẩn được định vị sẵn trên bàn gá gia công.
Sau đó, kiểm tra xem mặt phẳng tiêu chuẩn của bầu kẹp có song song với trục Y Không. Đảm bảo điều chỉnh “Độ nghiêng a” dưới 0,25mm
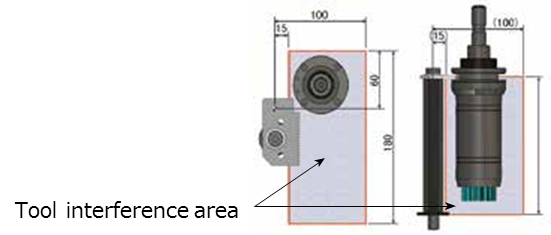
Cách lắp đặt Bàn Răng
Gắn bàn răng ở vị trí cách xa các vật cản (như đồ gá ..vv.)
và ở vị trí có thể đảm bảo được phạm vi thao tác (phạm vi công cụ hoạt động) như thể hiện trong hình bên dưới
Gắn chặt thanh giằng lục giác chắc chắn với mô men xoắn 40N / m trên bàn gá
Ngoài ra, gắn chặt Bàn Răng hiệu chuẩn vào thanh giằng lục giác với mô men xoắn 15N / m bằng cờ lê
Nếu không làm như vậy sẽ xảy ra nguy cơ làm hỏng buồng máy chính khi bánh răng của bầu kẹp và Bàn Răng chạm nhau.
CÁCH XÁC ĐỊNH ĐIỀU CHỈNH CHU KỲ BÙ MÒN SẢN PHẨM
1. Tìm ra mức độ mài mòn của chổi theo số lượng tiến hành hoặc chiều dài di chuyển
2. Cài đặt và thực hiện chương trình dựa trên số liệu tính được sao cho phần nhô ra đúng theo sô liệu đã định trước đó.
Áp dụng số lượng tiến trình ; Thời gian chu kỳ rất quan trọng.
Ví Dụ
Lấy bavia trên sản phẩm bằng nhôm
Chiều dài hành trình: 200mm mỗi phôi
Tình trạng:
Độ mòn chổi: 2μm mỗi phôi
Độ mòn chổi: 0,2mm trên 100 phôi (Tổng chiều dài hành trình 20.000mm)
Chu kỳ điều chỉnh:
Đặt chu kỳ cho mỗi 100 phôi (mài mòn của chổi là: 0,2mm)
Áp Dụng chiều dài hành trình, Chất lượng tiến trình rất quan trọng
Ví Dụ
Gia công hoàn thiện các cạnh của một bộ phận bằng gang
Chiều dài hành trình: 1,500 mm mỗi phôi
Tình trạng:
Độ mòn chổi: 50μm (0,05mm) trên mỗi phôi
Chu kỳ điều chỉnh
Đặt chu kỳ thành :1,500mm (mài mòn chổi là: 50μm)
Sản phẩm liên quan





